
目录
快速导航-

专题策划:CCMT2026特刊——新产品、新技术 | 直线电动机在数控机床中的应用
专题策划:CCMT2026特刊——新产品、新技术 | 直线电动机在数控机床中的应用
-

专题策划:CCMT2026特刊——新产品、新技术 | FANUC双通道数控系统在工程机械结构件加工中的应用
专题策划:CCMT2026特刊——新产品、新技术 | FANUC双通道数控系统在工程机械结构件加工中的应用
-
专题策划:CCMT2026特刊——新产品、新技术 | 金属注射成形技术在微型精密零件制造中的 尺寸精度控制策略
专题策划:CCMT2026特刊——新产品、新技术 | 金属注射成形技术在微型精密零件制造中的 尺寸精度控制策略
-
专题策划:CCMT2026特刊——新产品、新技术 | 机床精度数字化与传统方法垂直度检测的一致性分析
专题策划:CCMT2026特刊——新产品、新技术 | 机床精度数字化与传统方法垂直度检测的一致性分析
-
工匠故事 | 刘争的火箭雕刻人生
工匠故事 | 刘争的火箭雕刻人生
-
工艺方案 | 航空筒体零件精密内孔加工工艺改进
工艺方案 | 航空筒体零件精密内孔加工工艺改进
-
工艺方案 | 弱刚性铝合金薄壁件变形控制方案
工艺方案 | 弱刚性铝合金薄壁件变形控制方案
-

工艺方案 | 铝合金地铁车体大部件加工余量优化与控制
工艺方案 | 铝合金地铁车体大部件加工余量优化与控制
-
工艺方案 | 非同工序关联孔位置精度控制方法
工艺方案 | 非同工序关联孔位置精度控制方法
-
机床/附件/工装 | 面向高效质检的曲轴多参数一体化测量检具
机床/附件/工装 | 面向高效质检的曲轴多参数一体化测量检具
-
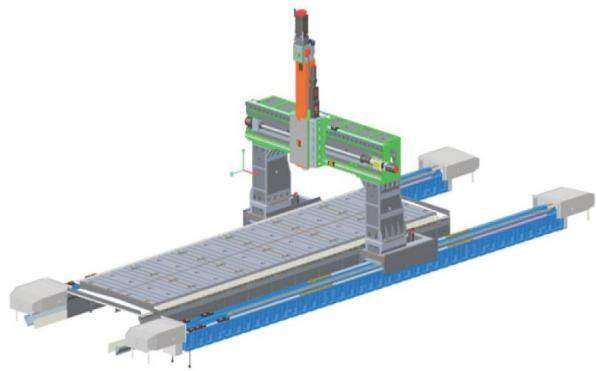
机床/附件/工装 | 大跨度龙门加工中心结构高精度设计
机床/附件/工装 | 大跨度龙门加工中心结构高精度设计
-
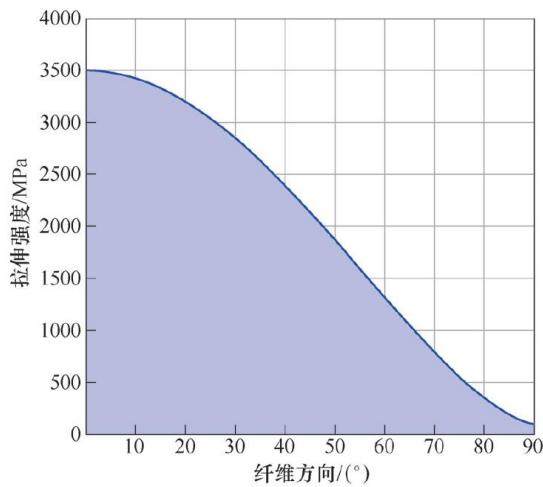
刀具 | 碳纤维复合材料(CFRP)加工刀具技术
刀具 | 碳纤维复合材料(CFRP)加工刀具技术
-
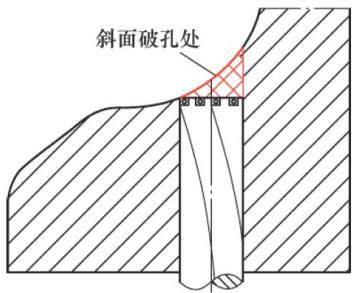
刀具 | 复合式塔形U钻结构在斜面出口孔加工中的性能分析
刀具 | 复合式塔形U钻结构在斜面出口孔加工中的性能分析
-

智能制造 | 基于西门子系统的高精度龙门多主轴头 换头控制技术
智能制造 | 基于西门子系统的高精度龙门多主轴头 换头控制技术
-
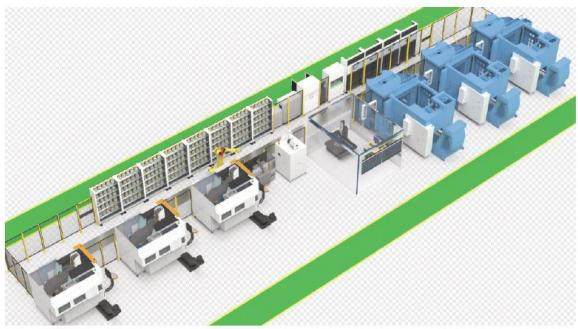
智能制造 | 高精度框架零件自动化生产线探索与应用
智能制造 | 高精度框架零件自动化生产线探索与应用
-

智能制造 | 低频振动切削技术的应用
智能制造 | 低频振动切削技术的应用
-
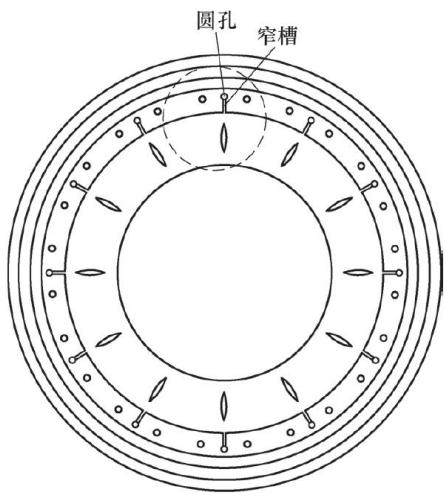
维修与改造 | 基于数控镗铣床的圆周辐射窄槽高效刨削加工工艺优化
维修与改造 | 基于数控镗铣床的圆周辐射窄槽高效刨削加工工艺优化
-
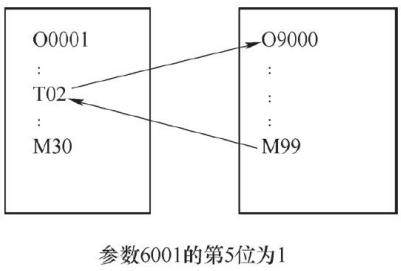
维修与改造 | 数控车床安全换刀保护设置
维修与改造 | 数控车床安全换刀保护设置
-
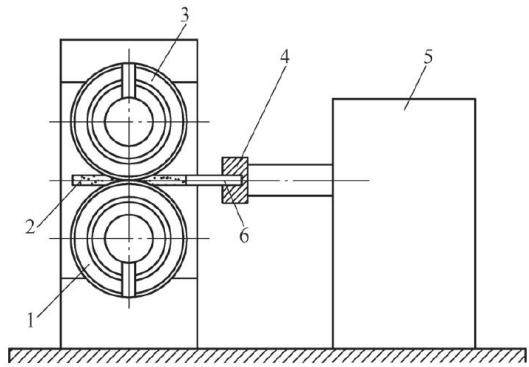
维修与改造 | 高端无缝钢管冷轧环孔形轧制槽精度控制与修磨技术
维修与改造 | 高端无缝钢管冷轧环孔形轧制槽精度控制与修磨技术
-
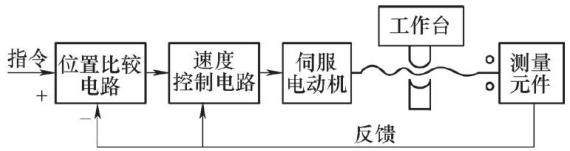
维修与改造 | 数控机床智能驱动与控制系统优化
维修与改造 | 数控机床智能驱动与控制系统优化
-

信息之窗 | 《金属加工(冷加工)》“机床/附件/工装”栏目征稿
信息之窗 | 《金属加工(冷加工)》“机床/附件/工装”栏目征稿
-

信息之窗 | 金属加工视频号开通了,欢迎关注!
信息之窗 | 金属加工视频号开通了,欢迎关注!
-
信息之窗 | 欢迎关注“机工刀具世界”微信公众号
信息之窗 | 欢迎关注“机工刀具世界”微信公众号
-

信息之窗 | 金属加工知识服务平台
信息之窗 | 金属加工知识服务平台
-

信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿
信息之窗 | 《金属加工(冷加工)》“刀具”栏目征稿












 登录
登录